Lazer kesim – Tüm malzemeler için optimize edilmiş kesim gazları
Lazer kesim ve lazer delme, en yaygın lazer uygulamalarıdır. Hassasiyetin özü – lazer kesimdir. Sürekli gelişen yüksek performanslı sistemler, en çeşitli endüstri alanlarında kullanıma giriyor. Özellikle otomotiv endüstrisi, sac ve metal işleme endüstrisi, araç imalatı, makine imalatı ve metal parça üretiminde bilgisayar kontrollü lazer kesim, üretime mükemmel bir şekilde entegre edilmiştir.
- Ekonomik lazer kesim – birçok endüstri alanına giriş
- Lazer kesim nasıl çalışır?
- CO2 lazerler için rezonatör gazları – lazer kesimde uzun ömür sağlamak için yüksek kalite
- Lazer kesimde rezonatör gazlarının uygulanması için gaz besleme sistemleri aksesuarları
- Lazer kesim için proses gazları: Üretim teknolojisinde lazer teknolojisi – Farklı işlemler
- Lazer kesimde hangi yöntemler kullanılır?
- Lazer kesim için farklı proses gazları
- LASAL Touch nozulu ile etkili lazer kesim – daha fazla performans, daha az proses gazı tüketimi, daha az proses maliyeti
Ekonomik lazer kesim – Birçok endüstri alanına giriş
Lazer kesim, sürekli veya darbeli lazer ışını ile malzeme ablasyonu (malzemenin ısıtma yoluyla aşındırılması) yoluyla katı maddelerin kesilmesini ifade eder.
Lazer ışınlarının parametreleri uygun olduğunda, neredeyse her tür malzeme en son teknolojiye uygun lazer ışını ile kesilebilir.
- dalga boyu
- ortalama güç
- darbe enerjisi ve darbe süresi
malzemeye uyarlanırsa, neredeyse her tür malzeme lazer ışını ile kesilebilir.
Odaklanmış yüksek güçlü lazerler, çoğunlukla CO2 lazer (bir gaz lazer) veya giderek artan bir şekilde Nd:YAG lazer (katı hal lazer) ve daha verimli, iyi odaklanabilen fiber lazerler kullanılır.
Lazer kesim nasıl çalışır?
Lazer ışınımı üretmenin ilk adımı, enerji beslemesi (pompalama olarak adlandırılır) yoluyla bir lazer ortamının uyarılmasıdır. Lazer ortamı olarak çok farklı maddeler kullanılabilir. Katı hal (örneğin yakut kristali), yarı iletkenler, sıvılar (örneğin çözünmüş boyalar) veya gazlar (örneğin helyum ve neon karışımı) kullanılır.
Uyarılma enerjisi, flaş lambaları, elektriksel gaz deşarjları, kimyasal reaksiyonlar veya başka bir lazerle sağlanabilir.
Radyasyonun güçlendirilmesi için işlem bir rezonatörde gerçekleştirilir. Yani radyasyon, bir borunun her iki ucunda bulunan aynalar tarafından yansıtılır ve böylece lazer ortamından birkaç kez geçer.
CO2 lazerler için rezonatör gazları – lazer kesimde uzun ömür sağlamak için yüksek kalite
CO2 lazerler, excimer lazerler veya özel sistemler için – Air Liquide her lazer rezonatörü için doğru gazı sunar. LASAL™ gazları ve gaz karışımları, lazer kaynağının güvenilirliğini garanti eder, optik, aynalar ve lenslerin ömrünü uzatır.
Rezonatör gazlarının seçimi ve kalitesi, lazerin mevcut gücünü stabilize eder ve optimize eder, böylece lazer kaynağının güvenilirliğini belirler.
En yüksek kalite standartlarını karşılamak için LASAL™ gazları nem, hidrokarbonlar ve katı parçacıklar gibi en düşük düzeyde kirletici maddeler içerir. Lazer kaynaklarının gelişmesiyle birlikte LASAL™ ürün yelpazesi de sürekli olarak genişletilmiş ve iyileştirilmiştir.
LASAL kalitesi
- %100 homojenlik
- H2O < 3 ppm
- Karbohidrokarbonlar < 1 ppm
Bundan pratikte şu avantajlar elde edilebilir:
- Düşük H2O ve hidrokarbon değerleri sayesinde yüksek performans ve lazer ışınının kararlılığı
- Gaz kaynaklı arızaların önlenmesi, örneğin:
- Lazer optiğinin hasar görmesi
- Güç dalgalanmaları
- Gereksiz arıza süreleri
- Planlanmamış bakımlar
Çeşitli lazer sistemlerine ve bunların gereksinimlerine uyarlanmış farklı kalite ve bileşimlerde rezonatör gazları mevcuttur.
Lazer kesimde rezonatör gazlarının uygulanması için gaz besleme sistemleri aksesuarları
Tesisata kadar gerekli saflıkların sağlanması için, lazer uygulamaları için özel olarak geliştirilmiş alma armatürleri ekipmanı mevcuttur.
Karmaşık kap ön işlemleri, homojenleştirme ve sürekli ürün kontrolleri, LASAL™ gazlarının lazer üreticilerinin kalite gereksinimlerini aşmasını sağlar. Bu yüksek gereksinimler, ekipman ve özellikle gaz besleme sistemleri için de geçerlidir.
LASAL™ armatürleri, iki aşamalı basınç düşürücüden silindir ve demetler için otomatik anahtarlama ve elektronik dolum seviyesi izleme özelliğine sahip basınç düşürme istasyonuna kadar, bireysel ihtiyaçlara göre uyarlanmış sürekli rezonatör gazı beslemesi sağlar.
Lazer kesim için proses gazları: Üretim teknolojisinde lazer teknolojisi – Farklı işlemler
Malzeme işlemede, lazer cihazları çok çeşitli malzemelerin kesilmesi, kazınması, delinmesi ve işaretlenmesi için kullanılır.
Lazer ışınlarının özellikleri, lazerle metal işlemenin avantajlarını ortaya çıkarır:
- Yüksek enerji yoğunluğu, düşük ısı etki alanı ve ısı yükü (minimum sapma)
- Yüksek işlem hızı
- Temassız işleme
- Eylemsizlik
- İletken olmayan malzemeler işlenebilir
- Alet aşınması yok
- Büyük esneklik ve iyi otomasyon
Lazer kesimde hangi yöntemler kullanılır?
Ulaşılan sıcaklık ve beslenen proses gazına bağlı olarak, aşındırılan malzemenin farklı agrega durumları ortaya çıkar. Malzemenin kesim hattından sıvı, oksidasyon ürünü veya buhar olarak uzaklaştırılmasına bağlı olarak üç farklı varyasyon ayırt edilir:
Lazer kesimde hangi yöntemler kullanılır?
Vid smältskärning bildas skärfogen genom kontinuerlig smältning och utblåsning av skärmaterialet med reaktionslösa eller inerta gaser, gasstrålen förhindrar dessutom ytan från att oxideras. Här används kväve, mer sällan argon eller helium med tryck upp till 22 bar.
En hög skärkvalitet kännetecknas av liten räffling på skäreggarna och avsaknad av grader på skäreggarnas undersida. Skärkvaliteten påverkas avsevärt av fokusläget, matningshastigheten, lasereffekten, intensitetsfördelningen och skärgasens tryck.
Lasersmältskärning används oftast när oxidfria skärfogar krävs för rostfritt stål. Aluminiumlegeringar och högsmältande icke-järnlegeringar är en annan tillämpning, även normalt konstruktionsstål skärs med kväve, eftersom skärkanterna inte behöver efterbearbetas för senare lackering eller pulverlackering.
Lazer eritme kesimi
Kesme dikişinin oluşumu, eritme kesiminde kesilen malzemenin reaktif olmayan veya inert gazlarla sürekli olarak eritilmesi ve üflenmesi ile gerçekleşir; gaz akışı ayrıca yüzeyin oksitlenmesini önler. Burada azot, daha nadiren argon veya helyum, 22 bar'a kadar basınçlarla kullanılır.
Yüksek kesim kalitesi, kesim kenarlarında az çizik oluşumu ve kesimin alt tarafında çapak oluşmaması ile karakterize edilir. Kesim kalitesi, odak konumu, ilerleme hızı, lazer gücü, yoğunluk dağılımı ve kesme gazı basıncı tarafından önemli ölçüde etkilenir.
Lazer ışını eritme kesimi, genellikle paslanmaz çeliklerde oksitlenmemiş kesim dikişleri gerektiğinde kullanılır. Alüminyum alaşımları ve yüksek erime noktalı demir dışı alaşımlar da başka bir uygulama alanıdır. Normal inşaat çeliği de azotla kesilir, çünkü kesim kenarları daha sonra boyama veya toz kaplama için yeniden işlenmesine gerek kalmaz.
Lazerle kesme
Eskiden demir içeren metalleri kesmek için en sık kullanılan yöntem alevle kesmedir. Otogen alevle kesmeye benzer şekilde, malzeme tutuşma sıcaklığına ısıtılır ve birkaç bar basınçla oksijen (üfleme gazı) eklenerek yakılır. Buna göre, tutuşma sıcaklığı erime sıcaklığının altında olan malzemeler işlenebilir.
Kesme aralığı genişliği, sac kalınlığına bağlı olarak yaklaşık 0,1 ila 0,8 mm'dir. Lazer ışınıle kesmede, uygun işlem parametreleri ile çapak oluşumu neredeyse tamamen önlenebilir. Sivri konturların yanmasını ve düzgün olmayan deliklerin oluşmasını önlemek için lazer gücü düşürülmelidir.
Lazer kesim için farklı proses gazları
Kesilen parçaların yeniden işlenmesine gerek kalmadan iyi bir kesim sonucu elde etmek için, lazer ışınının doğru odaklanması ve odak konumu kadar kesim gazının kalitesi de belirleyicidir.
Alevle kesimde odak, sac kalınlığının üst üçte birinde bulunur. Kesme gazı olarak çoğunlukla LASAL™ 2003 kullanılır. Yüksek alaşımlı çeliklerin ve alüminyumun yüksek basınçlı eritme kesiminde odak, sac kalınlığının alt üçte birinde bulunur. Burada kesme gazı olarak LASAL™ 2001 ilk tercihtir. Titanyum gibi özellikle "reaktif" malzemeler için ARCAL™ Prime kesme gazı olarak kendini kanıtlamıştır.
LASAL Touch nozulu ile etkili lazer kesim – daha fazla performans, daha az proses gazı tüketimi, daha düşük proses maliyetleri
LASAL Touch nozulu ile etkili lazer kesim
Bir gaz nozulu aracılığıyla, işlem gazının bir akışı lazer ışınına koaksiyel olarak verilir. Bu gaz akışı, erimiş metali kesim boşluğundan dışarı üfler ve gaz nozulunun ve kesilecek malzemenin oksidasyonunu önler.
İşleme yüzeyi ile nozul arasındaki mesafe nedeniyle, gaz akışının bir kısmı gaz nozulu ile malzeme arasında yanlara doğru çıkar. Bu nedenle gazın %90'ı erimiş metalin dışarı üflenmesine katkıda bulunmaz. Bunu telafi etmek ve temiz kesim kenarları elde etmek için 13 ila 20 bar arasında yüksek basınçlı gaz akışları ve 40 m³/saate kadar yüksek akış hızları gereklidir.
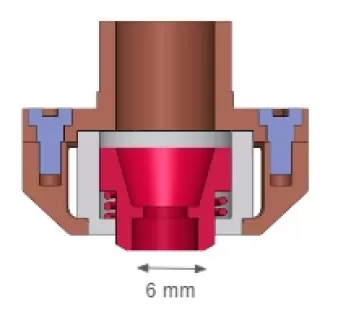
Air Liquide tarafından geliştirilen nozülde, gaz nozülü ile malzeme yüzeyi arasındaki mesafe en aza indirilmiştir.
Bu nedenle, gaz nozulu ile plaka arasında çok az bir mesafe vardır. Neredeyse tüm proses gazı kesme aralığına sıkıştırılır ve yanlara kaybolmaz. Gazın yaklaşık yüzde 90'ı lazer kesim için "etkin" olarak kullanılır.
LASAL Touch Nozul – Proses maliyetlerinin en aza indirilmesi
LASAL Touch nozulu ile lazer kesim sırasında proses gazı tüketimi önemli ölçüde azaltılabilir.
LASAL Touch Nozul, ısı direnci ve uyumluluktan ödün vermeyecek şekilde tasarlanmıştır. Böylece, değişen üretimde lazerin kurulum ve duruş süreleri ortadan kalkar. Lasal Touch Nozul kullanımının avantajları:
- Çok pürüzsüz ve homojen kesim kenarı
- Alt kenarda minimum oksidasyon
- Minimum çapak oluşumu, keskin köşelerde bile
- Değişen üretimde daha az hazırlık süresi
- Kesme hızında artış
- Standart nozullarla çok benzer kullanım ömrü
LASAL Touch'ı denemek ister misiniz? İletişim formunu doldurmanız yeterlidir! Size uygun bir teklif sunmaktan memnuniyet duyarız.